PETフィルム(ポリエステルフィルム)の加工において、スリット加工は幅広のマスターコイルを特定の仕様の完成品に加工するための重要な工程です。しかし、ほぼすべてのスリット加工業者は、粉塵、静電気による絡まり、切削屑の堆積といった共通の悩みに直面しています。
単に「見た目が汚い」という問題だけではありません。過剰な粉塵や切削屑は、製品表面の凹凸、後続の印刷やアルミ蒸着時の白い斑点、巻き取り端面の不均一、そしてひどい場合にはフィルム表面の傷につながり、大量の不良品発生の原因となります。
本稿では、PETフィルムのスリット加工における粉塵と静電気の発生原因を詳細に分析し、「受動的除去」から「能動的抑制」まで、包括的な対策プランを提示する。

1. PETフィルムのスリット加工で「粉塵」が発生するのはなぜですか?
多くの人は、スリットナイフで切り落とされるものは「粉塵」だと誤解しているが、実際には主に2つのカテゴリーに分けられる。
1. チップ(粉塵)これらは、フィルムを切断する際にスリット加工機によって発生する微細なプラスチック粒子です。PETフィルムは表面が滑らかですが、シリカなどの離型剤(開口剤)を含んでおり、断面を切断する際に加工機のせん断力によって微量の材料が剥離することがあります。特に細い帯状(円盤状)を切断する場合、切削屑の量は著しく増加します。
2. 環境中の粉塵空気中に元々存在する塵埃は、静電気によってフィルムの表面に吸着される。

2. スリット加工における主な問題点
高速スリット加工(通常100m/分~400m/分)には、主に3つの技術的問題があります。
問題点1:静電気干渉
PETフィルムは極めて高い抵抗値を持つ絶縁体です。巻き出し、巻き取り、およびローラーからの高速摩擦分離の過程で、極めて高い静電圧(数千ボルトから数万ボルト)が発生します。
• 結果:作業者は感電の危険にさらされる可能性があり、フィルムが装置に吸着してずれ、巻き付き、滑りが発生し、しわが生じたり、火災や電子制御システムの故障につながる可能性もある。
問題点2:チップの取り付け
チップが製造されると、それらは浮遊する。静電気の吸着力により、これらの粒子はフィルムの表面にしっかりと付着する。
• 結果:後処理(例えば、アルミナ処理)の過程で、これらの粒子が剥がれ落ちて「魚眼」やピンホールを形成します。コンデンサフィルムに使用される場合、絶縁破壊電圧の低下につながる可能性があります。
問題点3:埃の蓄積
切削屑や粉塵が混ざり合い、工具溝、ガイドローラー、テーブルなどに蓄積する。清掃には頻繁な操業停止が必要となり、生産効率に深刻な影響を与える。
3.体系的な解決策:「除去」から「予防」へ
この問題を完全に解決するには、単一の装置だけに頼るのではなく、能動的な粉塵抑制と物理的な除去を組み合わせたシステムを構築する必要がある。
1. 効率的な静電気除去ソリューション(吸着の排除)
静電気は埃の吸着の原因であるため、まず静電気を中和する必要がある。
・アクティブ静電気除去装置(イオンロッド):
◦ 設置位置: 長期間保管により母コイルに蓄積された静電気を中和するため、巻き戻しと巻き取りの直後に長距離イオンロッドを設置する必要があります。また、巻き取り前に設置して、巻き取り部に空気や塵が混入するのを防ぐ必要もあります。
◦ 推奨タイプ高速PETスリット加工には、通常の商用周波数ACロッドよりも電力散逸効率が高く、衝撃感がなく、火花が発生しにくいパルスDC ACイオンロッドの使用をお勧めします。
・静電ブラシ(銅/カーボンファイバーブラシ)との接触:
◦ フィルムがツールシャフトに入る前に、接地された導電性ブラシが取り付けられ、イオンロッドを補完するために静電気の一部を直接物理的に引き出す。
2. 供給源管理:スリット工具と工具溝の最適化
発生する切削屑の量は、工具の切れ味と溝の嵌合状態に直接関係する。
• ツール管理:
◦ 素材のアップグレード超微細な超硬インサートを使用することで、刃先を長期間鋭利に保つことができます。刃が鈍くなると、切断ではなく引っ張りが発生し、切りくずの量が劇的に増加します。
◦ 角度調整フィルムの厚さに応じて挿入角度を調整し、「押し込む」のではなく「滑らせる」ようにしてください。
• ツールストロークロールの最適化:
◦ らせん状の溝:従来の直線状の溝は粉塵が詰まりやすく、フィルムの端が跳ね上がる原因となる。らせん状の溝付きローラーを使用することで、回転中に切削屑をらせん状に排出させることができ、切削屑の蓄積を軽減できる。
◦ 真空吸着スロットスロット:極薄膜や高い清浄度が求められる場合、回転しながら切削屑を吸引するために、微細な穴や溝が設けられた真空スロットローラーを使用することができる。
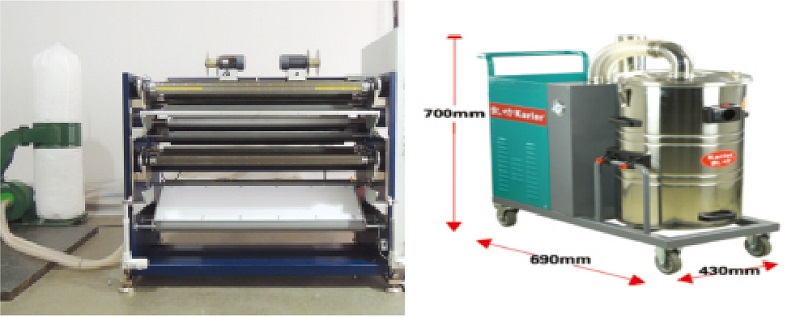
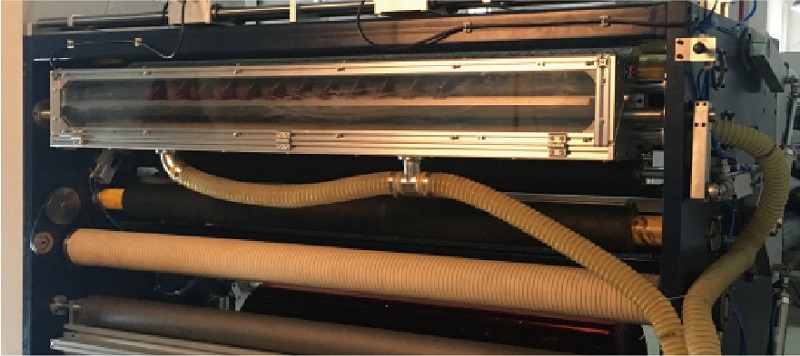
3. コア武器:オンライン集塵・切削屑回収システム
これは「目に見える」効果の一部です。負圧吸引ダクトは、機器の幅に合わせて設計する必要があります。
・両面ノズル設計:
◦ 吸引タイプ:スリットカッターヘッドの真上にぴったりと収まり、浮遊する切り屑を吸い上げます。
◦ 下方/側面吸引:カッターチャンネルローラーとフィルムの接触点を合わせて、静電気によって再吸着されなかった、発生したばかりの粒子を直接吸引除去する。
・高圧ファンとろ過装置:
◦ 中圧/高圧ファンを使用して、各吸気口に十分な負圧を確保します(風速は25m/s以上が推奨されます)。
◦ 後部には、粉塵が作業場環境に二次的に排出されるのを防ぐために、集塵ボックスまたはパルスフィルターカートリッジ集塵機が装備されています。
4. 補助手段:清掃ローラーおよび粘着ダストローラー
上記処理後も残る頑固な粉塵に対しては、巻線に入る前に最終的なレベルを設定することができます。
• 原理特殊なポリマー素材で作られた粘着ダストローラー(特大テープに類似)は、フィルム表面に接触し、粘着力によって残留ダストを除去します。通常は剥離ローラーと併用され、粘着ダストローラー表面の汚れを剥離ローラーに転写することで自動清掃を実現します。
• 注記フィルムの伸びや変形、またはへこみを防ぐために、接触圧力を制御する必要があります。

4.回路図レイアウト例(推奨手順)
この仕組みをより直感的に理解するために、一般的な高精度PETフィルムスリット加工機は、以下のレイアウトになっているべきである。
1. 巻き戻しユニット:高出力イオンエアロッドと帯電防止ブラシを取り付けてください。
2. 最初の粉塵除去ポイント(粗粉塵除去):最初のガイドローラーに入る前に、巻き戻し時に発生する粉塵の大部分を吸収するための真空ダクトを取り付けてください。
3. スリット加工ユニット(コアエリア):
◦ ツールホルダーの前面と背面には、側面に吸引口が設けられています。
◦ 溝ローラーの底部にブラシ掃き装置と底部真空ポートが設置されている。
4. 平坦化と搬送:静電吸着ローラーによるフィルムの二次摩擦で発生する粉塵を防止するため、イオンロッドを設置してください。
5. 最終クリーニングユニット(巻き戻し前):
◦ 粘着式ダストローラー(上下接触式)を2つ構成します。
◦ 静電気を完全に除去し、巻き線がきちんと整っていることを確認するために、イオンロッドを再度取り付けます。

5. 結論
フィルム包装、光電ディスプレイ、新エネルギー材料などの分野では、清浄度が製品品質の重要な指標となっている。「埃が多すぎる」という問題に直面した場合、単純な清掃は根本的な原因ではなく、症状に過ぎない。
PETフィルムのスリット処理を成功させるには、「まず中和、次に吸着、そして回収」という論理に従う必要がある。
・静電気除去は、粉塵吸着問題を解決するための物理的な前提条件である。
・最適化されたツールにより、発生源での粉塵の発生を低減します。
・真空吸着は、粉塵や削り屑を除去する物理的な手段である。
上記のような包括的な管理を行うことで、スリッター工場の清潔度を向上させるだけでなく、製品の歩留まりを効果的に改善し、顧客からの苦情を減らすことができます。もし現在、スリッターの刃を布で拭いたり、粉塵をそのまま放置しているだけなら、集塵システムのアップグレードを検討する時期です。






Copyright © 2010-2026 厦門デリッシュオートメーション設備有限公司 All Rights Reserved.
変化に合わせて変化する


 新エネルギーフィルムMPETスリッター
新エネルギーフィルムMPETスリッター 修正テープスリッター CTS-550-M
修正テープスリッター CTS-550-M PETフィルムスリッター RSDS7H 1350 PLUS
PETフィルムスリッター RSDS7H 1350 PLUS 修正テープスリッター CTS-570-A
修正テープスリッター CTS-570-A PETフィルムスリッター(RSDS7H) 1350
PETフィルムスリッター(RSDS7H) 1350