リチウムイオン電池の「精密構造」において、正極、負極、電解質、セパレータは4つのコア材料です。その中でも、隔膜は電気化学反応に直接関与するわけではありませんが、「安全ガード」として重要な役割を果たします。隔膜は正極と負極を隔離し、短絡を防ぎながらリチウムイオンの通過を妨げます。バリ、穴、寸法偏差などの小さな欠陥は、電池性能の低下、自己放電、さらには熱暴走といった重大な安全上の問題につながる可能性があります。
そのため、セパレータ製造の裏側にある重要な工程であるスリット加工の精度は、セパレータの品質と電池の安全性を直接左右します。「±0.1mmのスリット加工精度」は、単なる技術パラメータではなく、リチウム電池セパレータ製造分野における注目すべき技術的記念碑でもあります。本稿では、この超高精度を実現した技術革新と応用事例を詳しく解説します。

1. ± 0.1mm がなぜそれほど重要なのでしょうか?
リチウム電池用セパレータ、特に高級ウェットセパレータは、極薄(通常5~20μm)、高強度だが破れやすい、表面にコーティングされた脆いセラミック層などの特性を備えています。そのため、スリット加工には極めて厳しい要件が課せられます。
1. バリやほこりの除去: スリット加工によって生じた微細なバリやほこりは、セパレーターを突き破り、バッテリーに巻き取った後に内部短絡を引き起こす可能性があります。
2. 絶対的な寸法精度の保証:ダイヤフラムの幅は電極シート(正極と負極)と完全に一致する必要があります。幅が広すぎると、端子との接触時に短絡の危険が生じる可能性があります。一方、幅が狭すぎると、正極と負極を完全に分離できず、短絡につながります。
3. 完璧な巻き取り品質の維持:巻き取りは、蛇行(エッジの凹凸)やシワ、応力集中がなく、きちんと整然としていなければなりません。巻き取り品質が悪いと、巻き戻しが困難になったり、引張変形が生じたり、さらにはその後のバッテリー製造時にスクラップになってしまう可能性があります。
±0.1mmの精度とは、数メートル幅のマスターロール上で、セミの羽ほどの薄いフィルムを数十本の細い帯状に切断し、その幅の誤差を髪の毛の直径以内に抑えなければならないことを意味します。これは単なる設備のテストではなく、プロセス全体の制御を究極まで追求するものです。

2. 超高精度±0.1mmの技術革新を実現
従来のスリッターでは要件を満たすのが難しく、この精度を達成するには、一連の学際的な技術の統合とブレークスルーが必要です。
1. 超高精度機械プラットフォームとダイナミクスの最適化
• 「ゼロバックラッシュ」エアサスペンションシャフト:巻出し、牽引、巻取りのコアローラーにエアサスペンション技術を採用し、非接触かつ摩擦ゼロの伝達を実現。従来のギア駆動に伴う振動、セットバック、摩耗を完全に排除し、スムーズな張力制御を実現します。
• 一体型鋳鉄ベッドと精密ガイド:高剛性と高減衰特性を備えた一体型鋳鉄ベッドは、切削中に発生する振動を効果的に吸収・抑制します。すべての動作ユニットは精密グレードのリニアガイドに取り付けられており、真直性と動作安定性を確保します。
• ダイナミックマスバランスシステム:コイルの質量が大きく変化すると、高速運転時にシステムバランスが崩れる可能性があります。この先進的なスリッター機は、リアルタイムダイナミックバランシングシステムを搭載しており、カウンターウェイトまたはアクティブ制御技術によって品質変化による振動を打ち消し、プロセス全体の安定性を確保します。
2. インテリジェント張力制御 - テクノロジーの「魂」
スリット加工において、張力は非常に重要です。張力が大きすぎるとフィルムは伸びたり、破断したりする可能性があります。一方、張力が小さすぎると、巻きたるみによってシワが発生します。±0.1 mmの精度を達成するには、ミリ単位(mN)の精密なマイクロテンション制御が必要です。
• 完全な閉ループ張力フィードバック:システムは高精度張力センサーを通じて各セクション(巻き出し、引っ張り、巻き戻し)の張力をリアルタイムで監視し、そのデータを中央コントローラ(PLC)にフィードバックします。
• 多段テーパー制御:ロール径の変化に応じて最適な張力テーパー曲線をシステムが自動計算して出力し、空のロールから満杯のロールまで常に張力が最良の状態になるようにし、「菊模様」や「キャベツしわ」などの欠陥を回避します。
• アクティブ ガイダンス システム (EPC): 巻き出し、スリット、巻き取りの前に高精度の CCD または超音波センサーを設置し、ダイアフラム エッジの位置をリアルタイムで監視し、サーボ モーター ドライブ ローラーを通じて微調整することで、スリットと巻き取り中にテープが常に正しい経路上にあるようにします。これが、エッジがきれいで蛇行がないことを保証する鍵となります。

3. 精密スリットツールシステム
• 工具の材質とプロセス:スリット刃は、超硬質で耐摩耗性のある粉末冶金高速度鋼またはタングステン鋼で作られ、ナノスケールのコーティング処理と精密研磨が施され、鋭く長持ちする切れ味が確保される必要があります。
• 工具構造:主に「上下円形カッター」による切断モード(せん断切断)を採用しています。上刃は鋭利な超硬合金製カッター、下刃は高硬度焼入れ鋼製カッターです。両者のオーバーラップ量と切込み深さをミクロン単位で調整できるため、バリや粉塵の発生を最小限に抑え、きれいな切断が可能です。
• 高剛性ツールホルダー:ツールホルダーとツールホルダーは、切断中に発生する横方向の力に耐え、すべてのブレードが高速でも所定の位置に留まるようにするために、非常に剛性が高くなければなりません。
4. インテリジェント制御システムとデジタルツイン
• PLCとHMIの統合:現代のスリッターは、高性能PLCによって動作制御、張力制御、温度制御などのすべてのモジュールを連携させています。ユーザーフレンドリーなヒューマンマシンインターフェース(HMI)により、オペレーターはワンクリックでレシピパラメータを呼び出すことができ、人的エラーを大幅に削減します。
• データ収集および監視システム (SCADA): 機械の動作データ (速度、張力、圧力、温度など) が記録および分析され、プロセスの最適化、障害予測、製品品質のトレーサビリティが実現されます。
• デジタルツイン:最先端の技術は、仮想空間上に物理的なスリッターのデジタルモデルを作成することです。実際のスリッティングを行う前に、仮想環境でシミュレーションとパラメータの事前調整を行い、最適なソリューションを見つけることで、試行錯誤のコストと材料の無駄を大幅に削減します。
3. 応用実践:研究室から量産まで
技術革新は最終的に生産に貢献します。実際の応用においては、装置自体に加えて、プロセスのノウハウも同様に重要です。
• ナイフクリアランスと切断量の設定:ダイヤフラムの厚さ、コーティング特性、湿度などに応じて、最適なパラメータを見つけるためにデバッグを繰り返す必要があります。これは、膨大な実験データとエンジニアの経験に依存します。
• スリット速度のバランス:精度と品質を確保しながら効率性を追求します。超薄型ダイヤフラムの場合、速度が必ずしも優れているわけではなく、品質と効率性の最適なバランスを見つける必要があります。
• 環境管理:ダイアフラムの吸湿や変形、粉塵汚染を防ぐためには、清潔で一定の温度と湿度を保つ生産環境が重要です。
• 人とスキルの相乗効果:どんなに高性能な機器であっても、高度な資格を持つオペレーターとメンテナンス担当者が必要です。彼らは機器の原理とプロセスロジックを理解し、様々な緊急事態に対応し、微調整を行う必要があります。
結論
±0.1mmのスリット精度は、機械工学、材料科学、自動制御、人工知能といった多分野にわたる技術の深層統合の結晶です。これは、リチウム電池設備製造業界における「使いやすさ」から「使いやすさ」、そして「極めて高い精度」への飛躍を象徴しています。
一見普通の「大ロール切断小ロール」設備は、実はリチウムイオン電池の高い安全性、高い安定性、そして長寿命を保証する縁の下の力持ちです。固体電池や薄型ダイヤフラムといった新技術の登場に伴い、スリット精度への要求はますます高まっています。この「ミリ単位の戦い」をめぐる技術競争は、リチウム電池業界全体を更なる高みへと押し上げ続けるでしょう。
フィルムスリット機について問い合わせる前に必要な書類は何ですか?2026年8月1日低炭素時代における、フィルムスリット機の省エネ改修のための4つの実現可能な解決策2026年7月28日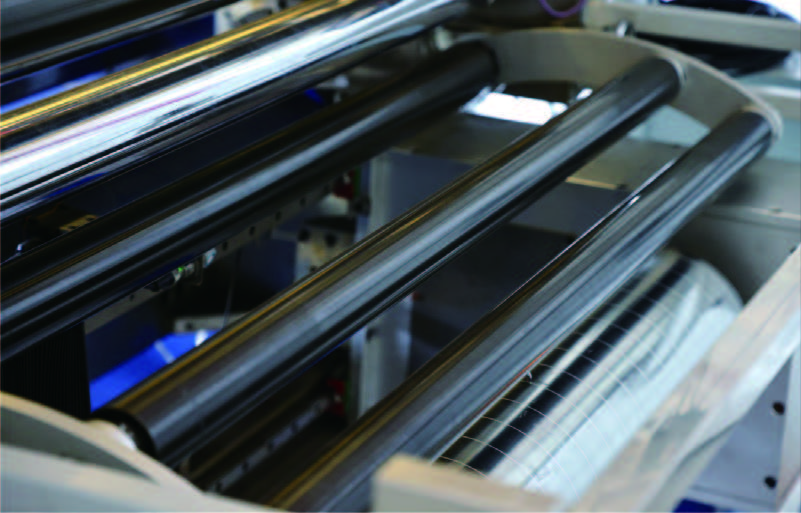 リチウム電池セパレータとPETフィルムスリット機の装置共通性分析2026年4月6日
リチウム電池セパレータとPETフィルムスリット機の装置共通性分析2026年4月6日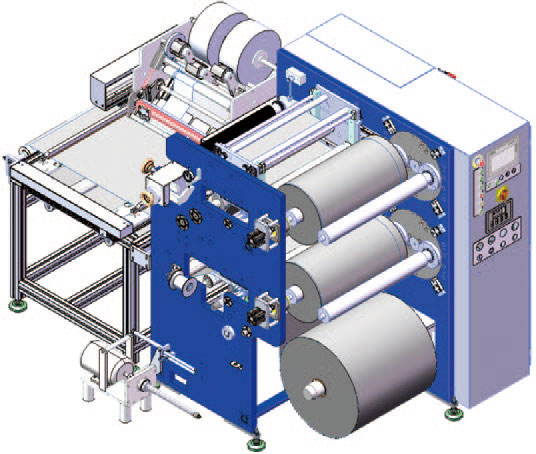 ポルスリッター:リチウム電池製造を支える「核心兵器」2025年10月27日
ポルスリッター:リチウム電池製造を支える「核心兵器」2025年10月27日





Copyright © 2010-2026 厦門デリッシュオートメーション設備有限公司 All Rights Reserved.
変化に合わせて変化する
 新エネルギーフィルムMOPスリッター
新エネルギーフィルムMOPスリッター 銅箔スリッター(RSDS7H)1350
銅箔スリッター(RSDS7H)1350 銅箔スリッター RSDS7H 1350 PLUS
銅箔スリッター RSDS7H 1350 PLUS